歡迎進入東莞市江能電子科技有限公司網(wǎng)站
全國服務(wù)熱線
135-5661-3391
18650鋰電池生產(chǎn)工藝
時間: 2018-11-01 11:04
瀏覽次數(shù):
極片的制備 (1)配料 正極:將一比例的聚偏氟乙烯(PVDF)和氮甲基吡咯烷酮(NMP)放入攪 拌器中進行混合,調(diào)整攪拌器轉(zhuǎn)速;然后加入正極活性物質(zhì)和炭黑,抽真空,調(diào) 整攪拌器轉(zhuǎn)
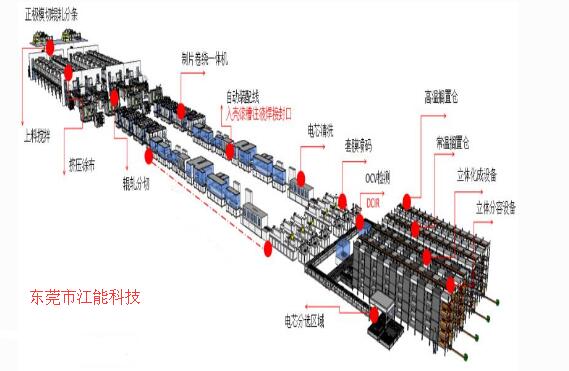
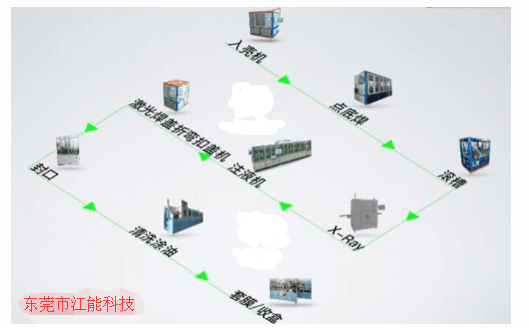
18650鋰離子電池生產(chǎn)流程
?。?)原材料攪拌
正極:將一比例的聚偏氟乙烯(PVDF)和氮甲基吡咯烷酮(NMP)放入攪
拌器中進行混合,調(diào)整攪拌器轉(zhuǎn)速;然后加入正極活性物質(zhì)和炭黑,抽真空,調(diào)
整攪拌器轉(zhuǎn)速。
負極:將乳膠和水按比例放入攪拌器中進行混合,調(diào)整攪拌器轉(zhuǎn)速為;然后
加入CMS,抽真空,調(diào)整攪拌器轉(zhuǎn)速。
?。?)涂布
將鋁帶(負極為銅帶)平直的安放于涂布機上,并保證鋁帶不偏帶、不起皺、
平穩(wěn)走帶、不漏料、不打滑。將配好的漿料均勻的涂在機器上,設(shè)定好相應參數(shù),
其中包括正極拉漿走速,負極拉漿走速,烘箱溫度,涂布寬度。走帶過程中,要
觀察漿料是否平直、無傾斜、無錯位,涂在鋁帶(銅帶)上的料漿厚度是否均勻、
一致。
(3)真空干燥
將涂布好的正、負極置于真空烘箱中進行干燥,真空度為-0.09MPa。
?。?)剪大片
將涂布好的正極片切成一定長度(根據(jù)具體電池設(shè)計而定)的大片,剪片機
走速為55mm/min,要求切口無毛刺。
?。?)刮片
將正、負極片一端的漿料刮去,為超聲波點焊作準備,雙面刮片。
(7)輥壓
將條狀極片壓成一定厚度的極片用于卷繞,壓片時嚴格控制極片厚度,輾壓
后極片首尾偏差不得大于0.010mm。同時保持壓片機整潔,每2小時用酒精清洗
一次壓片機。
?。?)切小片
將剪好的大片切成一定寬度(根據(jù)具體電池設(shè)計而定)的條狀小片,要求切
口無毛刺。
1)焊極耳
分別將正極耳(鋁條)、負極耳(鎳條)用超聲波焊接機焊接在正、負極片
的刮片位置。要注意防止焊偏、焊錯位、虛焊。
?。?)卷繞
將離子交換膜平齊放在卷繞針上,且前端伸出卷針2-5mm,極片四個角不
能有折皺,極片不能掉料、膠布貼斜、單面膠布太長、雙面膠布左右錯位、膠布
未蓋住焊點等缺陷,正極材料必須抱履住負極材料,極片不能卷偏,極片前端必
須插到頂。
檢查卷繞缺陷:離子交換膜不齊,即正負極超出交換膜;片高片低;極片未
放到位,外圈正極末端未抱履住負極末端,加之內(nèi)圈正負極片有與交換膜頂端未
重合,尚有距離;交換膜抱履負極片尾過緊;正極鋁帶、負極鎳帶偏長偏短;電
池芯末端抱膠布不良;電池芯未卷到位:正負極耳間距偏寬或窄;交換膜未展平
打皺;正極卷邊;正極片未卷角、缺角;交換膜未完全抱履負極片尾;內(nèi)外層極
片錯位。
?。?)底焊
先將絕緣墊片放入鋼殼,隨后將卷繞好的電芯放入鋼殼,用點焊機將負極耳
焊接在鋼殼底。檢查鋼殼底部外表面,挑出點黃、點黑、缺陷、炸火等外觀不良,
并試拉極耳,挑炸火、虛焊、脫焊等點焊不牢的電池。
?。?)封口
先用點焊機將電池的鋼殼和蓋帽點焊起來,然后用激光焊接機連續(xù)激光焊
接。激光焊應保證定位準確,被焊部位潔凈,嚴禁導致電池變形或損傷,焊后檢
查,對有焊洞、炸火等不良電池進行補焊。
?。?)烘烤
恒溫、真空度為-0.09MPa的條件下烘烤12小時,主要目的是為了烤干電芯
的水分。
?。?)注液
將真空烘烤后的電芯在充滿Ar氣的手套箱內(nèi)注入電解液,注液量根據(jù)電池
設(shè)計而不同,注液前后均要對電池進行稱重,重量差為注液量,以此來判斷注液
量合適與否。
Copyright ??東莞市江能電子科技有限公司 版權(quán)所有 粵ICP備18161557號
全國服務(wù)電話:0769-26988485 ? 傳真:0769-33359525
公司地址:中國廣東省東莞市萬江街道金鰲路9號
公司網(wǎng)址:eosr.com.cn 東莞鋰電池
消息") 在線客服
在線客服
